Modern design and minting
Today, coins are manufactured under extremely strict control and tight security at every stage
of production. Production is carried out under constant surveillance with quality checks conducted at all stages
to ensure accountability, and minimise loss. The modern minting technique is marked by a high degree of mechanical
and aesthetic excellence. This entails a logical sequence of clearly defined procedures beginning with coin
design - an art in itself.
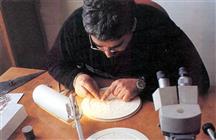
Design and plasters
Initially, the design is made by an artisit by means of a pencil sketch.
Photographs or similar descriptive material as well as personal ideas of the artist serve as pattern. Once the
design is detitleined and approved, dies or moulds to accommodate the design are prepared. The selected design in
all its details are transferred onto a plastilene (modeling wax) model in bas-relief from the
approved sketch, which is made up to five times the size of the actual coin. This painstaking task takes about 3
weeks to complete and the sculptor-engravers must keep in mind the depth of relief that is suitable for producing
coins. The design on the plaster is then transferred onto a rubber resin mould which is later used
to make an epoxy resin mould. Melted rubber is then poured into the 'Plaster of Paris' mould to
form the 'Silicone Rubber'. The reason for first engraving the design on plaster is because plaster gives a better
finish than other materials used. Also, any errors made can be corrected at this stage with plaster. This
is impossible on rubber resin or epoxy.

Next, this epoxy mould is mounted onto a reducing machine called a pantograph
which traces the exact contour of the mould onto an engraved master die bearing the same diameter
as the coin to be struck. From this master die, another working master die or master punch is
made using a matrix die. From here onwards, the process of reducing and transforming the design to the actual
size onto tool steel begins. It involves running the araldite mould onto the reducing machine, with the design
traced on tool steel. This process is called 'reduction punch'. The reduction punch will go
through a few cycles untill the master die is formed. From master die, several 'coining dies'
will be produced.
Master and coining dies
The master punch is used to produce a number of working dies which are the actual dies used to
strike the Coins. The tremendous pressure applied to strike a coin means that the working die will wear off after
a certain number of strikes. They have to be replaced by new dies before more coins are struck. Thus the number
of these working dies required depends on the mintage of the coins. Two sets of dies are needed to strike a coin -
one for the obverse, the other for the reverse of the coin. The 'coining dies' is installed onto the minting
machines according to the required denomination. Then, blanks are fed onto the 'Feeding Hopper'. Each blank is
minted with 100 to 150 tonnes pressure.